I've been playing around with Tecumseh HS40 and HS50 motors (for example see my document at http://pinrepair.com/minibikes/tecumsehmb.htm ). And I'm always interested in getting a bit more power from these vintage motors. Open exhaust and a 22mm clone carb (or Dellorto 16-22mm) seems to be an easy way to get some more power with low cost.
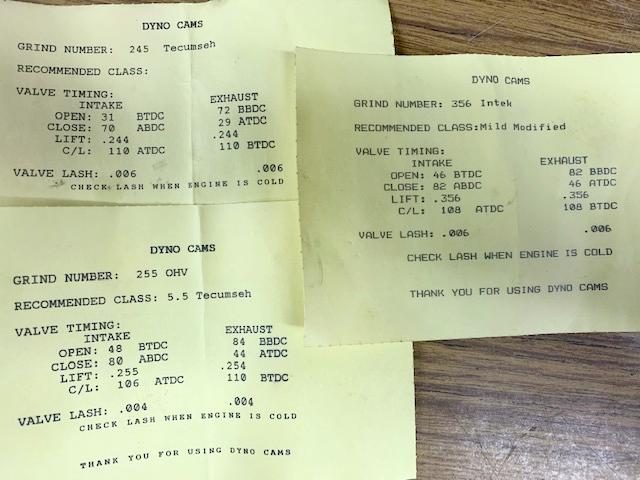
Watching on ebay, every once in a while you'll see a Tecumseh Dynocam for sale. There seems to be two available: the 245 and 356 models. The 245 is a mild cam, where the 356 is pretty aggressive. Here's the numbers:
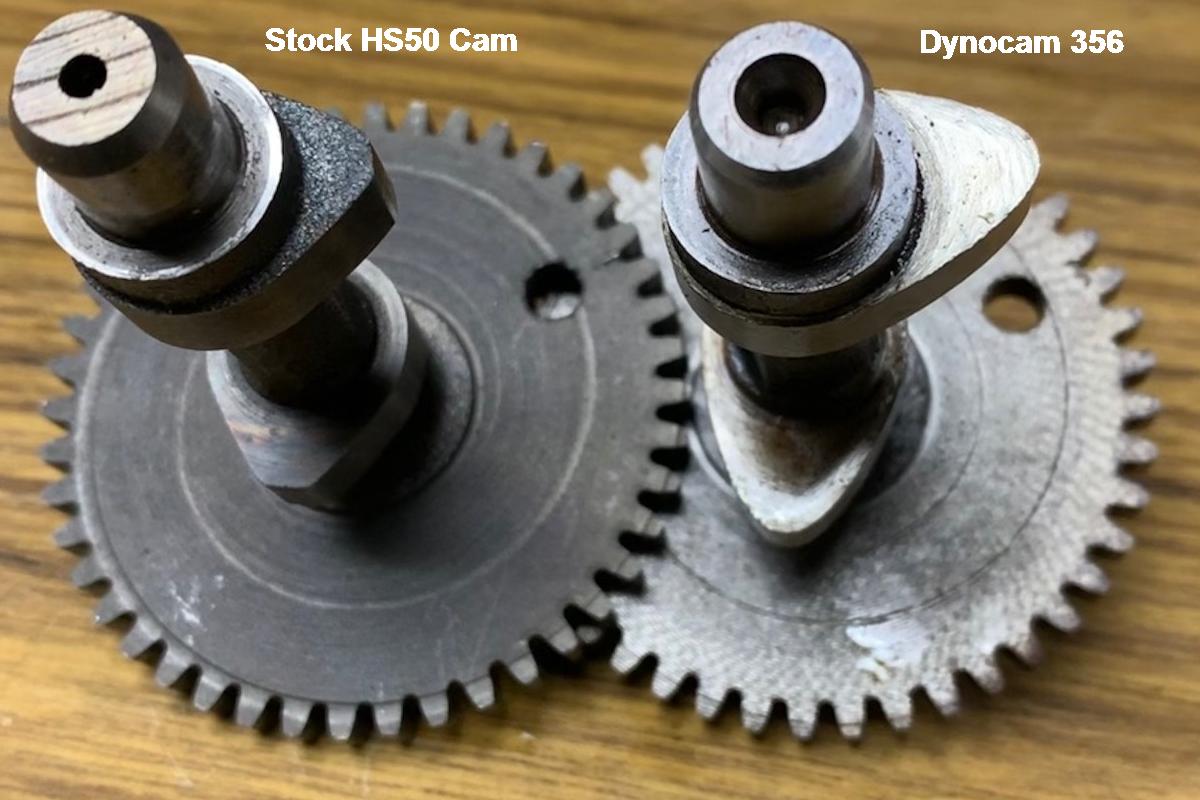
Stock Tecumseh HS40/HS50 cam lobe lift: 0.975"
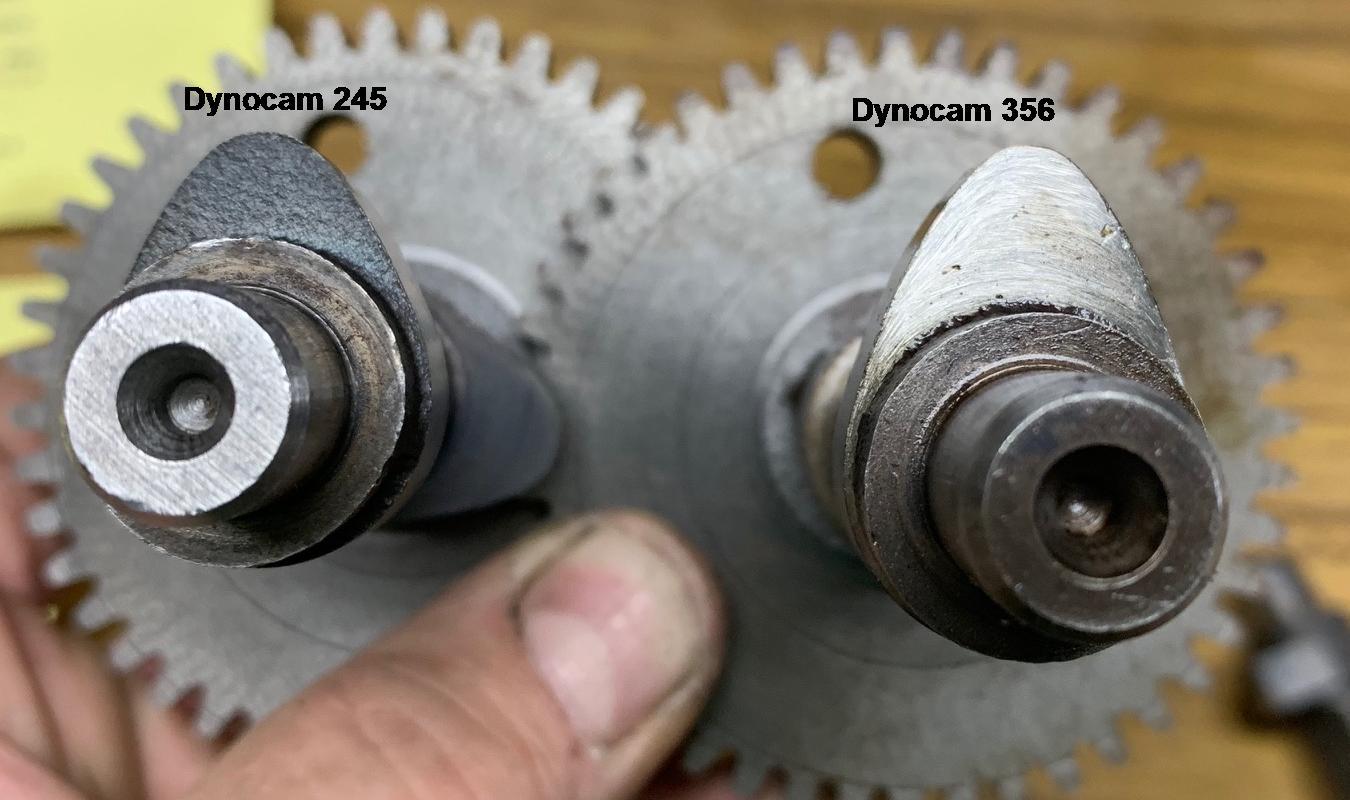
Dynocam 245 HS40/HS50 cam lobe lift: 1.050". Really kicks at 3000 rpm.
Dynocam 356 HS40/HS50 cam lobe lift: 1.150". Really kicks at 5000 rpm.
I've tried out the 245 cam, and it is very nice. Not aggressive. Works fine with stock springs. Tops out at about 5000 rpm (where the 356 can allow an HS50 to 8000+ rpm, as a comparison.) If you examine the Dynocams they are identical to the stock Tecumseh cam, except for the lobe lift.
Note with ANY modified cam you need an Arc billet connecting rod! this is mandatory! And also available through our sponsor OldMiniBikes warehouse.
The problem with these Dynocams is they are discontinued. I called them and asked why. They said getting cores was the main problem, and demand wasn't really high either. Would they grind a Tecumseh cam if you supplied the core? Yes they would. But the cost at $75 for the grind plus shipping both ways (and the price of the core if you didn't remove it from a motor) seemed to make the idea a bit expensive.
So how can you make your own version of the 245 cam? Well you need a cam grinder! It's something you can make. Much like a hardware store key duplication machine. I made one with a small belt sander and some barn door hinges.
First you need to have a cam to grind. The stock HS40 and HS50 cams are the same. I use one of those stock cams. But you have to add material to the cam. They are cast steel, so I just TIG welded new material on the top (high side) of the two lobes. A little down the side too, so the transition to the higher lobe can be cut.
You also need a "master cam". That's the cam you will be using as the master for the duplication. I'm using a Dynocam 245 which I bought off ebay some time back.
Next you need to link the two cams together. I used some 1/2" ID tubing with two nuts welded to it. The cams can be linked through the hole that already exists in the gear (1/4" diameter rod through the two holes.) This allows the cams to be "in sync" with each other. The welded nuts allow a couple cap screws to tighten the tubing link, so the cams won't slip out of position.

Watching on ebay, every once in a while you'll see a Tecumseh Dynocam for sale. There seems to be two available: the 245 and 356 models. The 245 is a mild cam, where the 356 is pretty aggressive. Here's the numbers:
Stock Tecumseh HS40/HS50 cam lobe lift: 0.975"
Dynocam 245 HS40/HS50 cam lobe lift: 1.050". Really kicks at 3000 rpm.
Dynocam 356 HS40/HS50 cam lobe lift: 1.150". Really kicks at 5000 rpm.
I've tried out the 245 cam, and it is very nice. Not aggressive. Works fine with stock springs. Tops out at about 5000 rpm (where the 356 can allow an HS50 to 8000+ rpm, as a comparison.) If you examine the Dynocams they are identical to the stock Tecumseh cam, except for the lobe lift.
Note with ANY modified cam you need an Arc billet connecting rod! this is mandatory! And also available through our sponsor OldMiniBikes warehouse.
The problem with these Dynocams is they are discontinued. I called them and asked why. They said getting cores was the main problem, and demand wasn't really high either. Would they grind a Tecumseh cam if you supplied the core? Yes they would. But the cost at $75 for the grind plus shipping both ways (and the price of the core if you didn't remove it from a motor) seemed to make the idea a bit expensive.
So how can you make your own version of the 245 cam? Well you need a cam grinder! It's something you can make. Much like a hardware store key duplication machine. I made one with a small belt sander and some barn door hinges.
First you need to have a cam to grind. The stock HS40 and HS50 cams are the same. I use one of those stock cams. But you have to add material to the cam. They are cast steel, so I just TIG welded new material on the top (high side) of the two lobes. A little down the side too, so the transition to the higher lobe can be cut.
You also need a "master cam". That's the cam you will be using as the master for the duplication. I'm using a Dynocam 245 which I bought off ebay some time back.
Next you need to link the two cams together. I used some 1/2" ID tubing with two nuts welded to it. The cams can be linked through the hole that already exists in the gear (1/4" diameter rod through the two holes.) This allows the cams to be "in sync" with each other. The welded nuts allow a couple cap screws to tighten the tubing link, so the cams won't slip out of position.