beekeeper got the Bonanza he always wanted thanks to jeep4me!!
The sprocket was worn down to the nub.
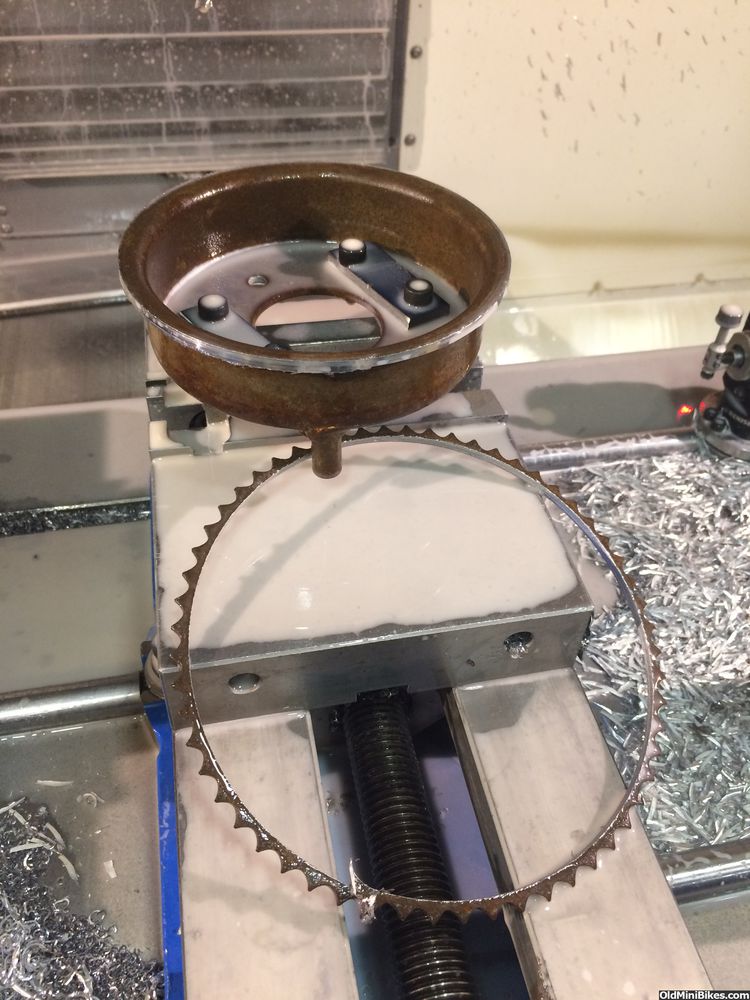
He bought a flat 60t off OldMiniBikes ...
Both the old and new sprockets went on the CNC
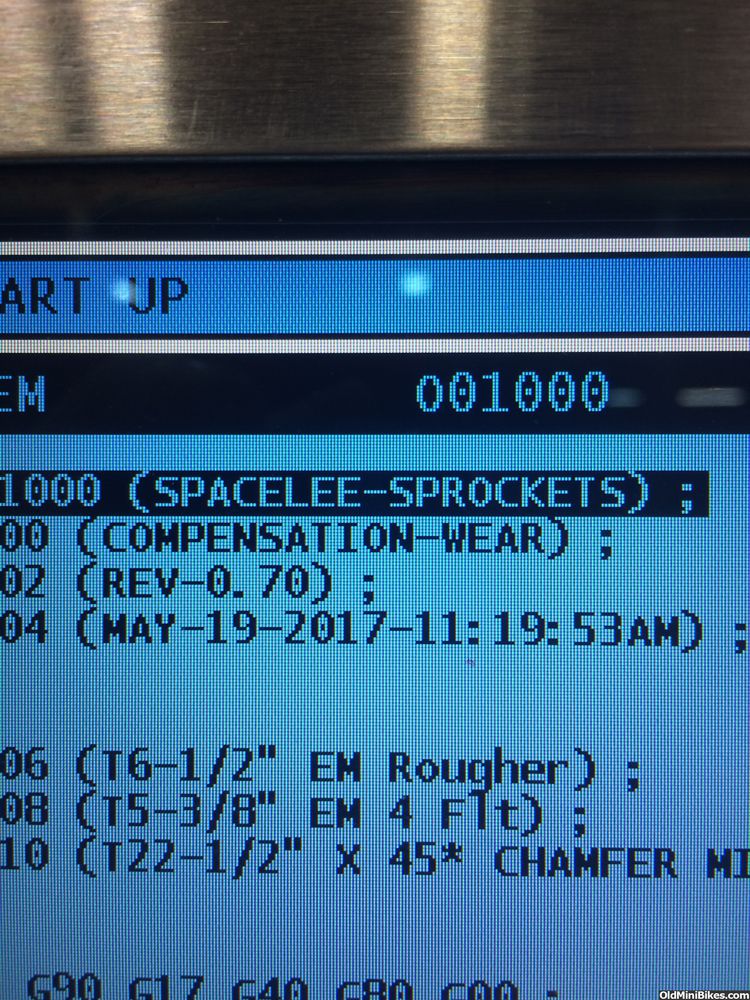
Wayne the CNC guy named the program ..
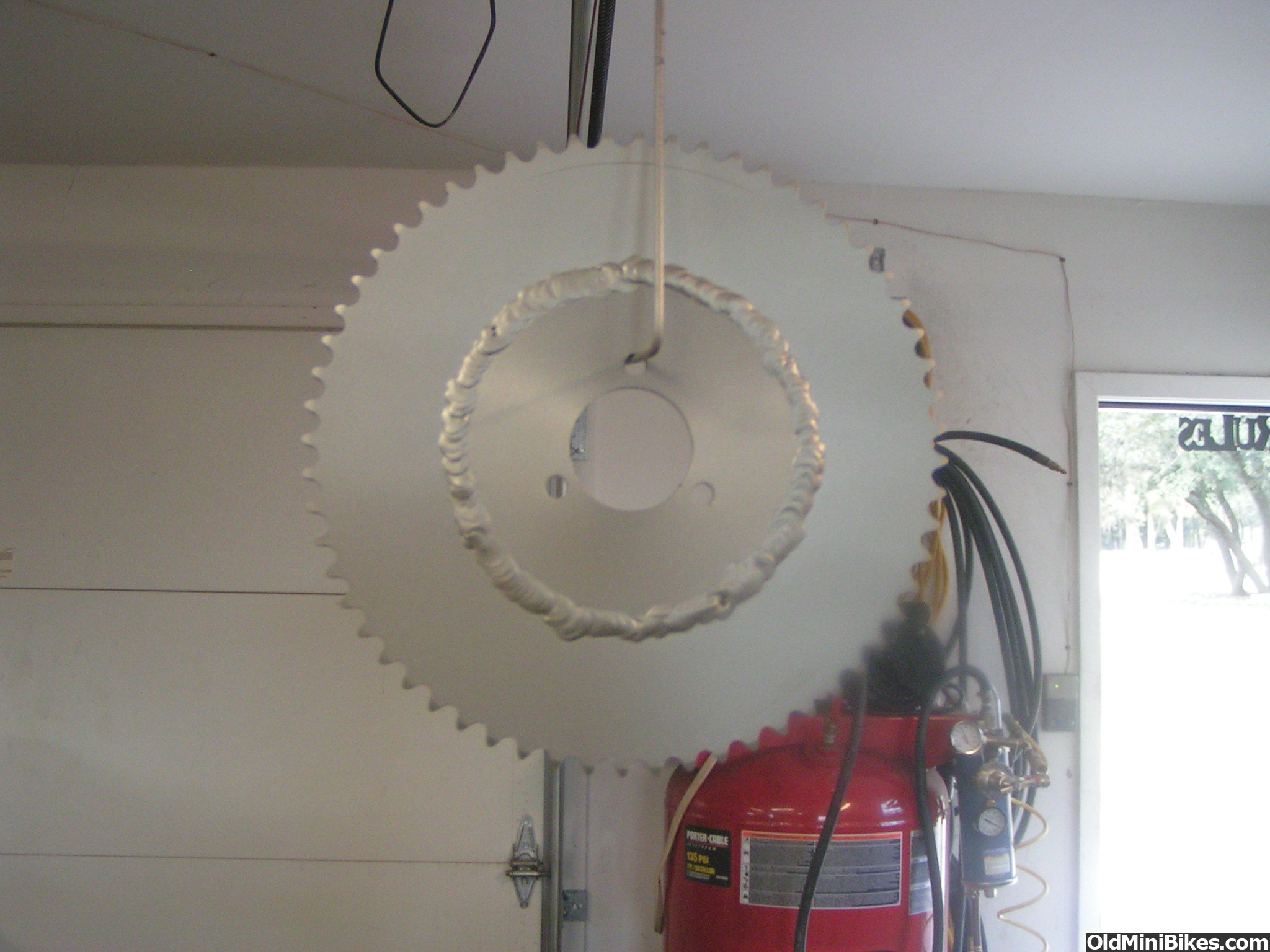
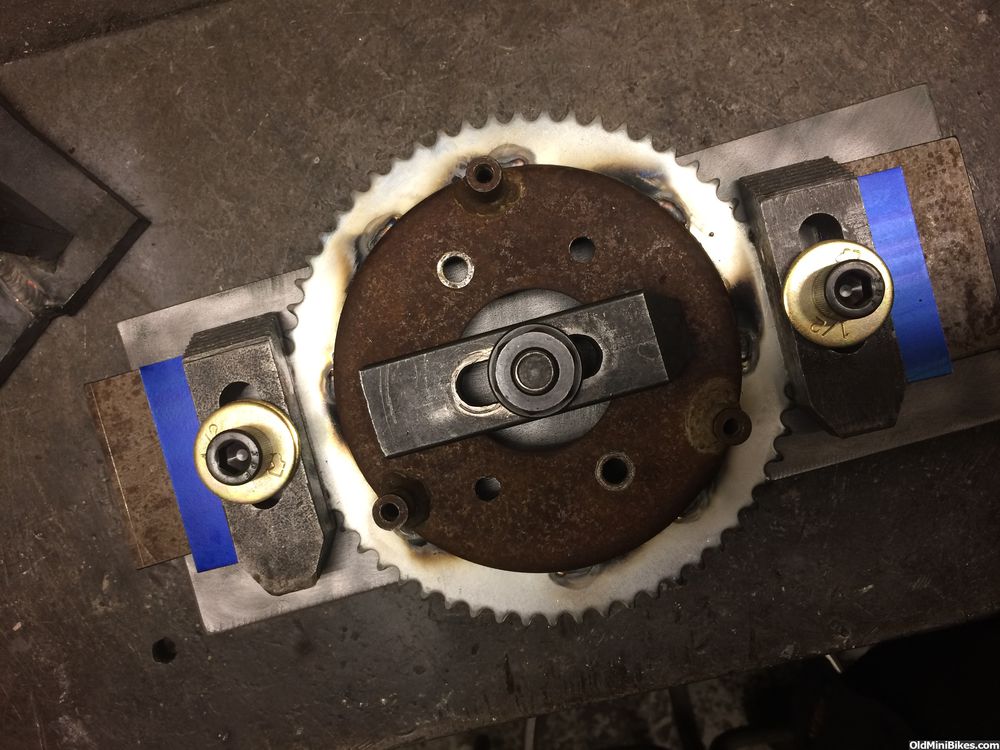
Made a jig to hold it while I stitched the back
I only MIG and my welds are "serviceable"
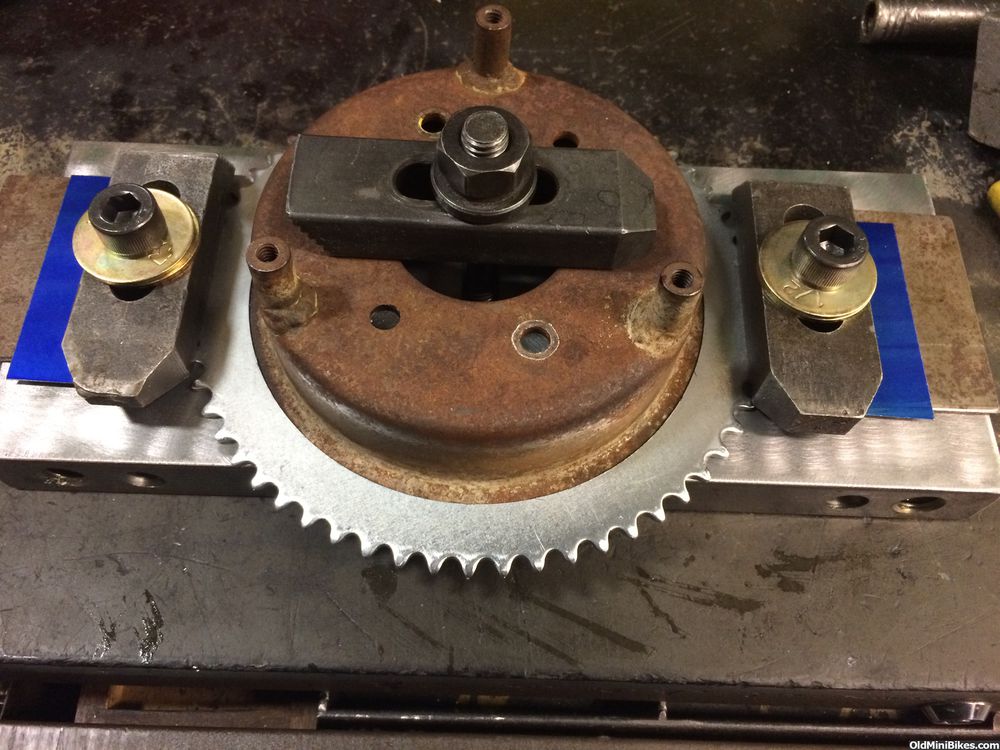
Flipped over to the front you can see Wayne programed in a chamfer on both halves.

Stitched the front

Finished welding the front.

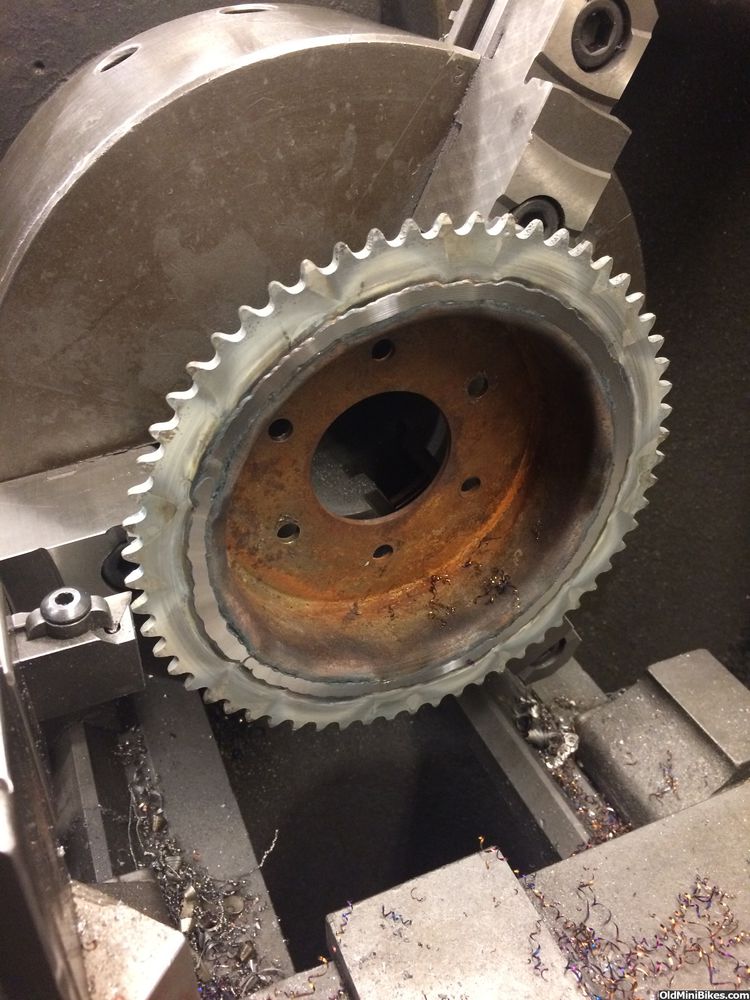
1st pass on the lathe.
Finished product.

The sprocket was worn down to the nub.
He bought a flat 60t off OldMiniBikes ...
Both the old and new sprockets went on the CNC
Wayne the CNC guy named the program ..
Made a jig to hold it while I stitched the back
I only MIG and my welds are "serviceable"
Flipped over to the front you can see Wayne programed in a chamfer on both halves.
Stitched the front
Finished welding the front.
1st pass on the lathe.
Finished product.
Last edited: