Filing down tapered output shaft? Anybody done it?
- Thread starter BriggsN'Stratton
- Start date
- Tags filing output shaft? tapered
Thanks for all the advice guys, I guess ill just mount it sturdily and use a file and drilling oil to get the taper down.
The keyway can be cut without the help of a milling machine by making a ring of the same material as the crank and slppping it over the shaft thightly. A drill the same diameter as the width of the square key is then used to drill, carefull by hand, at exactly the point where the key is to be. The metal ring is removed and a file is used to 'square-up' the botton of the half-round left by the drill. Before I had a milling machine that is how I done it.
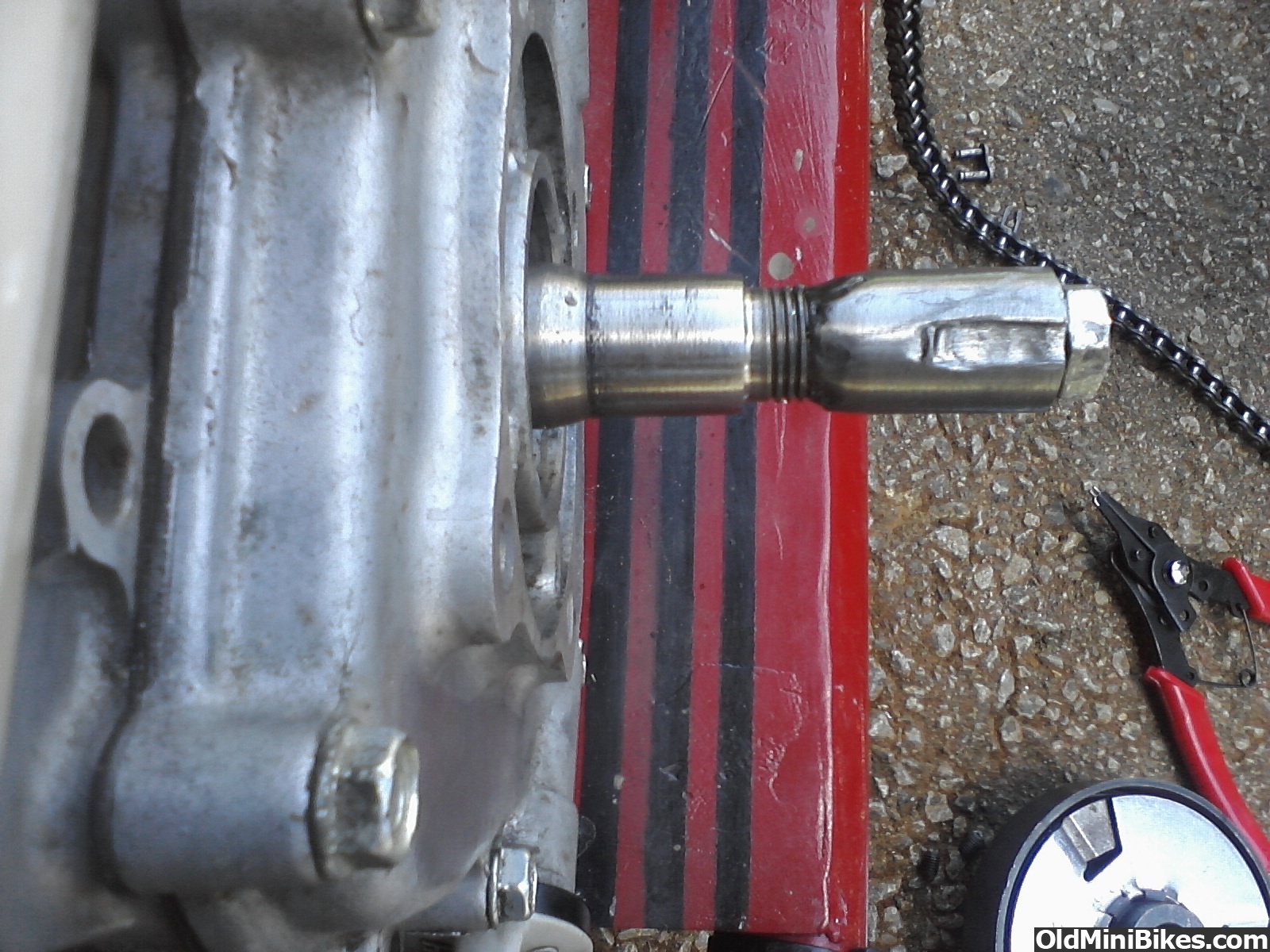
This is not a tapered shaft but it was more than 3/4", had no keyway, and it was to short to mount a clutch inboard. I solved it buy running the engine with a peice of sandpaper against the shaft. It took awhile but eventually reach 3/4". Then i drilled and tapped the crank shaft with my drill press and bolted a peice of 3/4" round stock with a 3/8" bore to the end of it. Then i welded it on and cut a key way with a dremel. In the end it worked wonderfully.