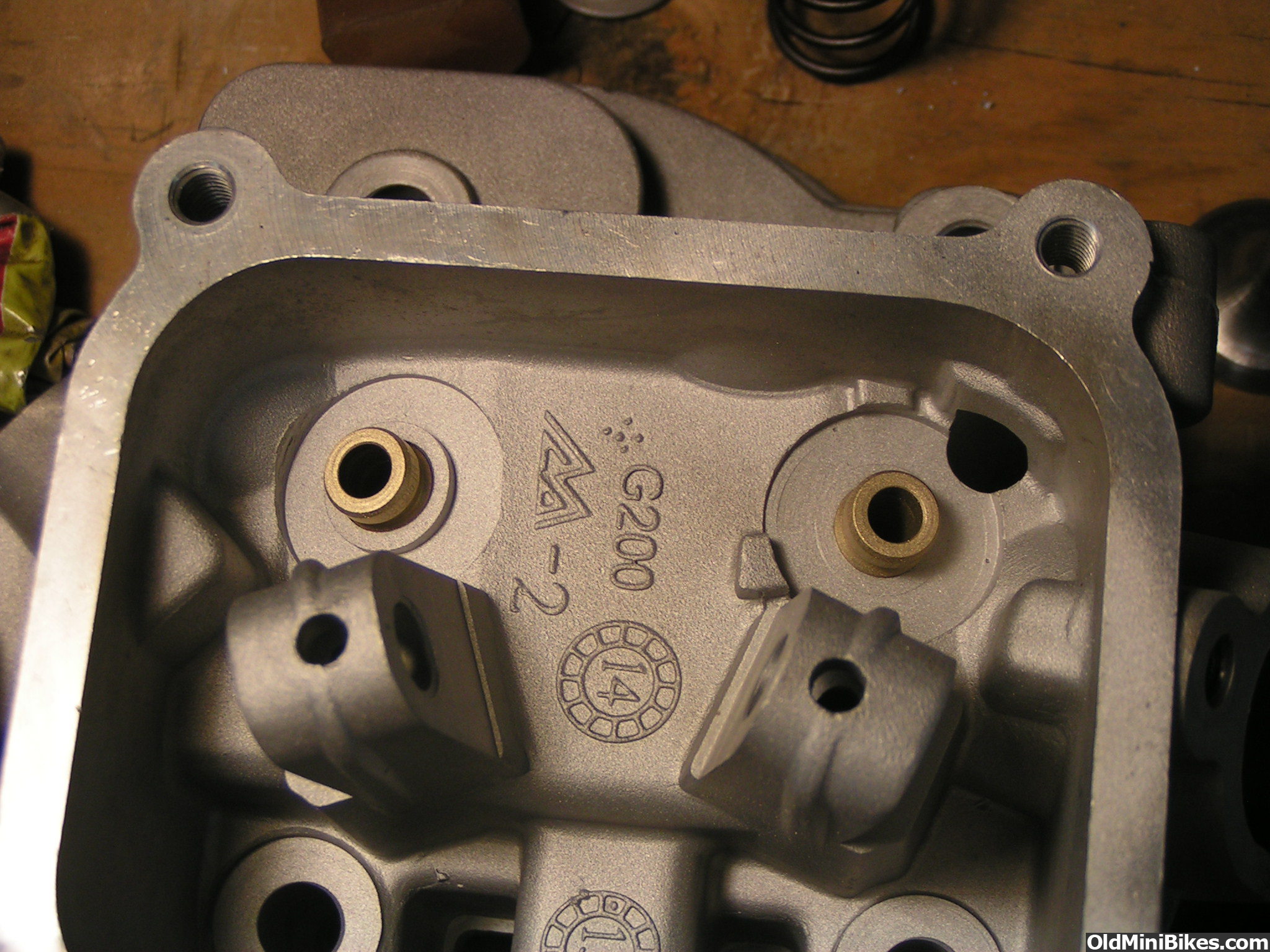
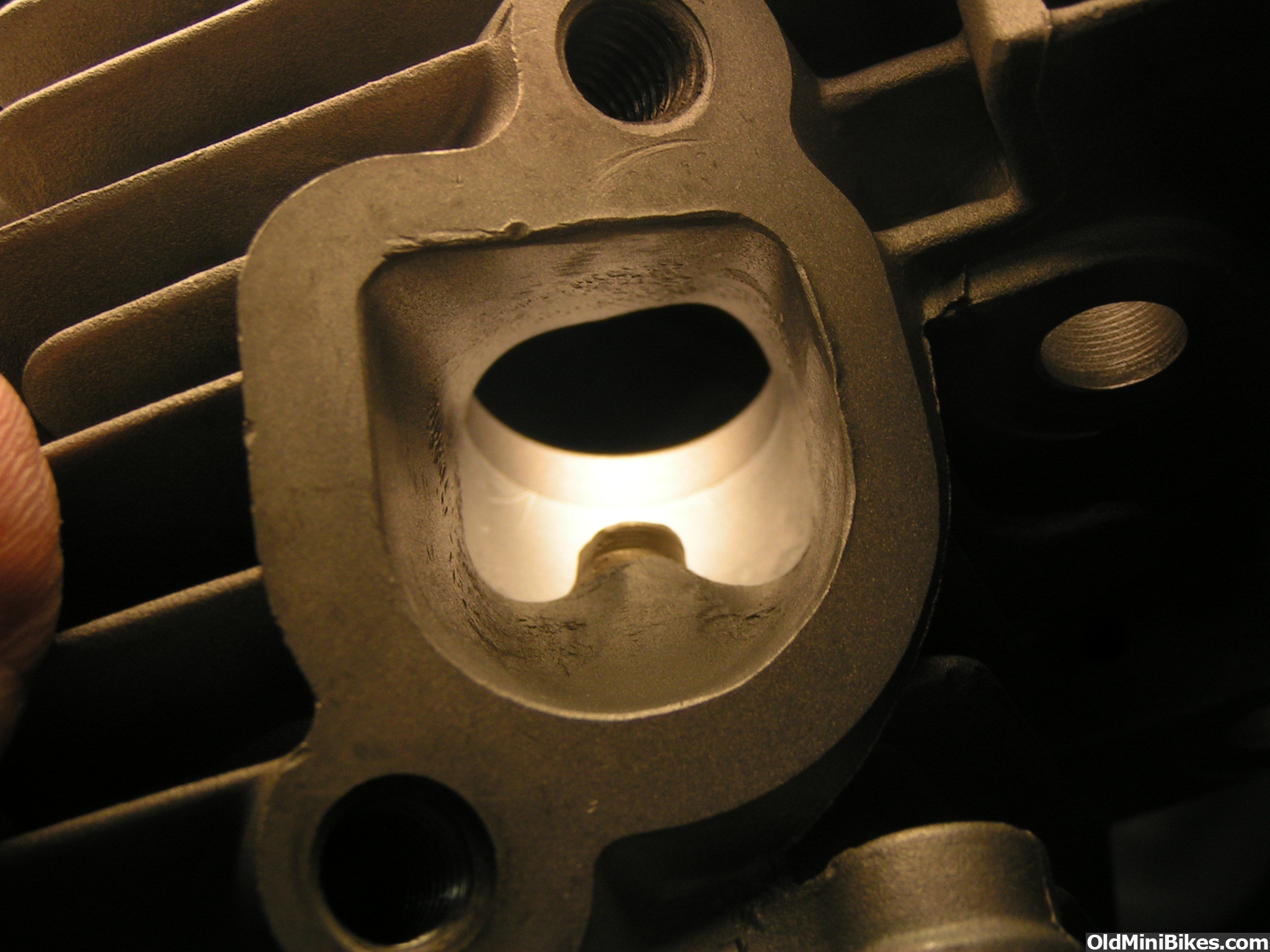
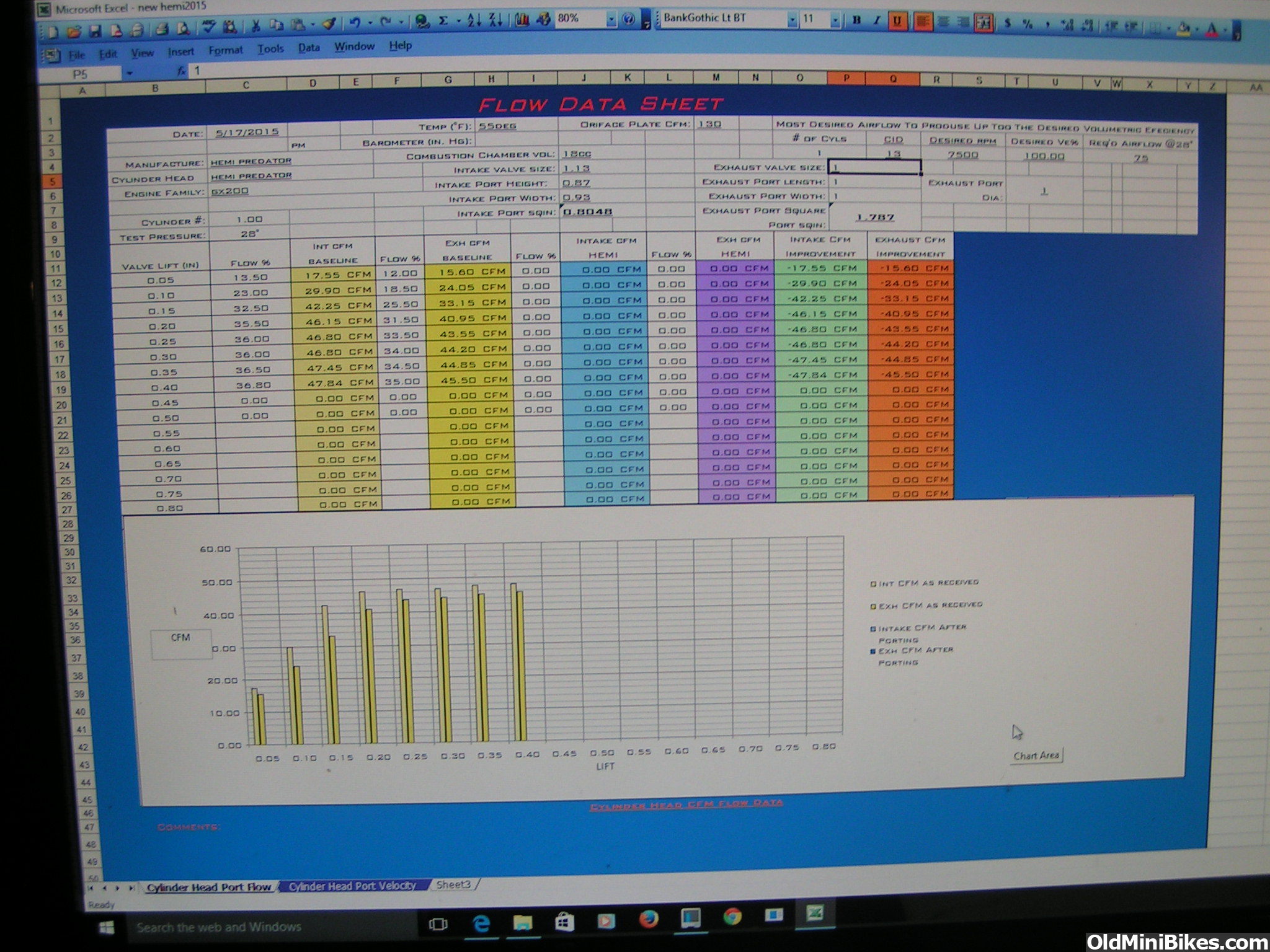
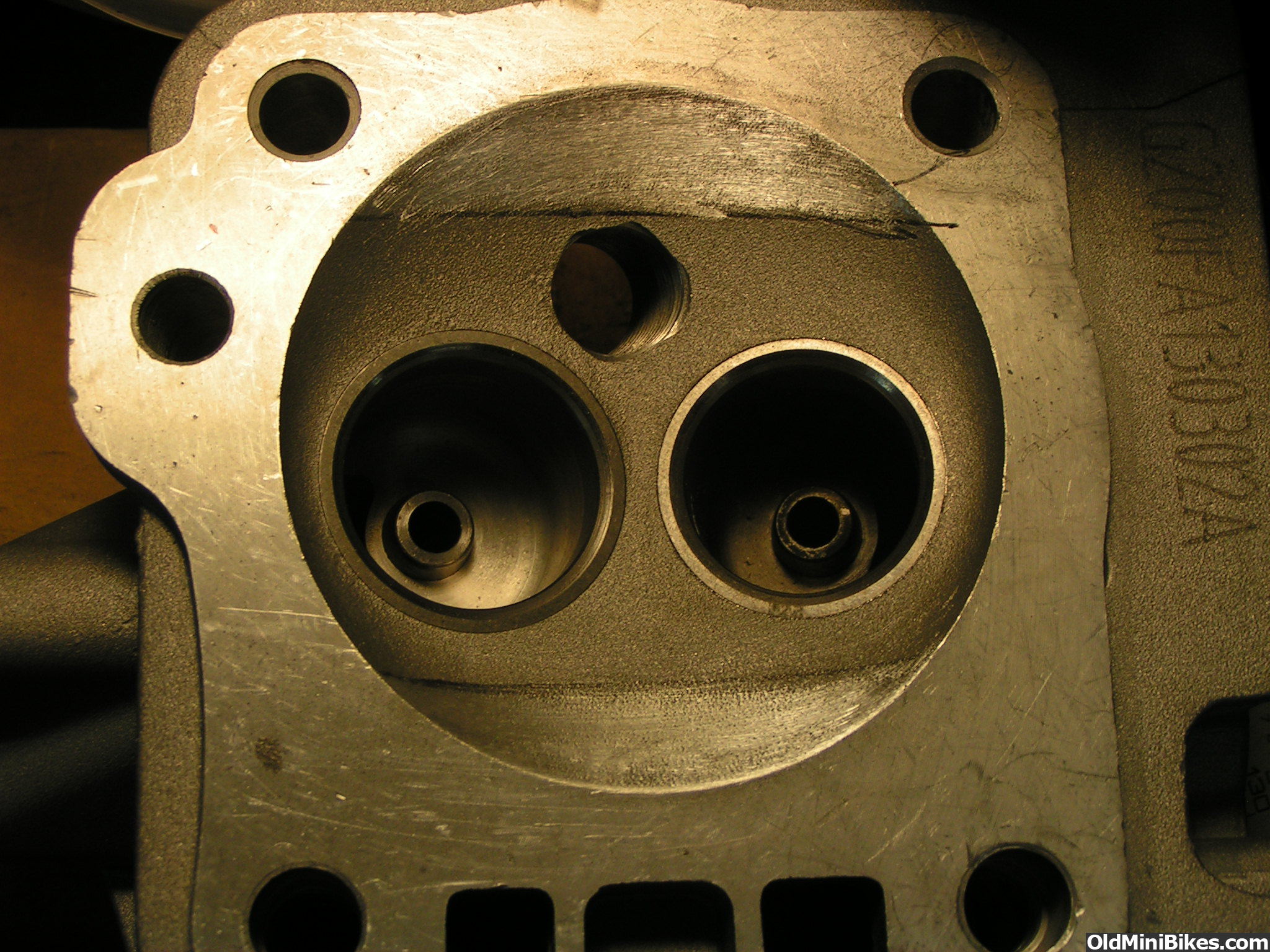
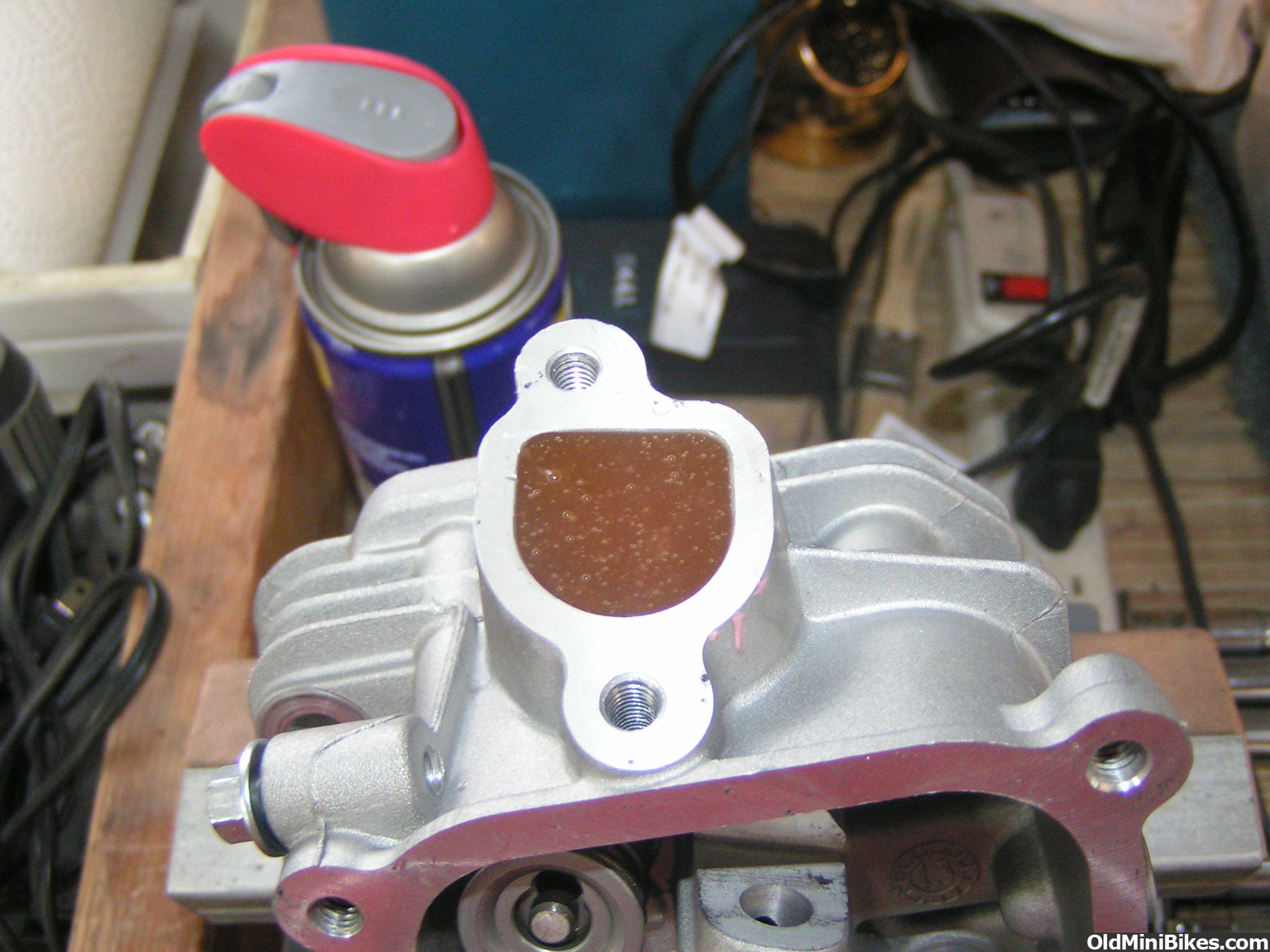
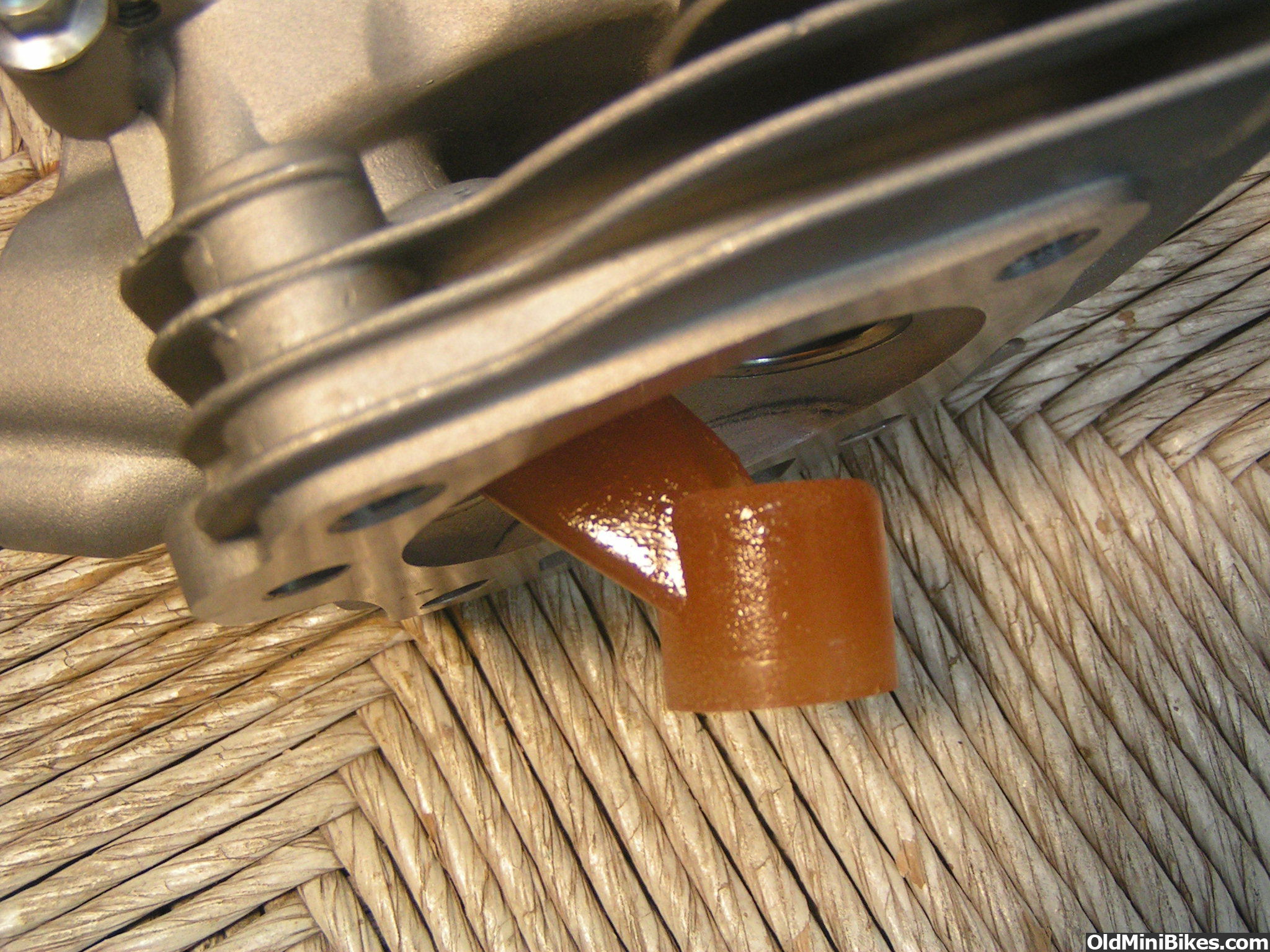
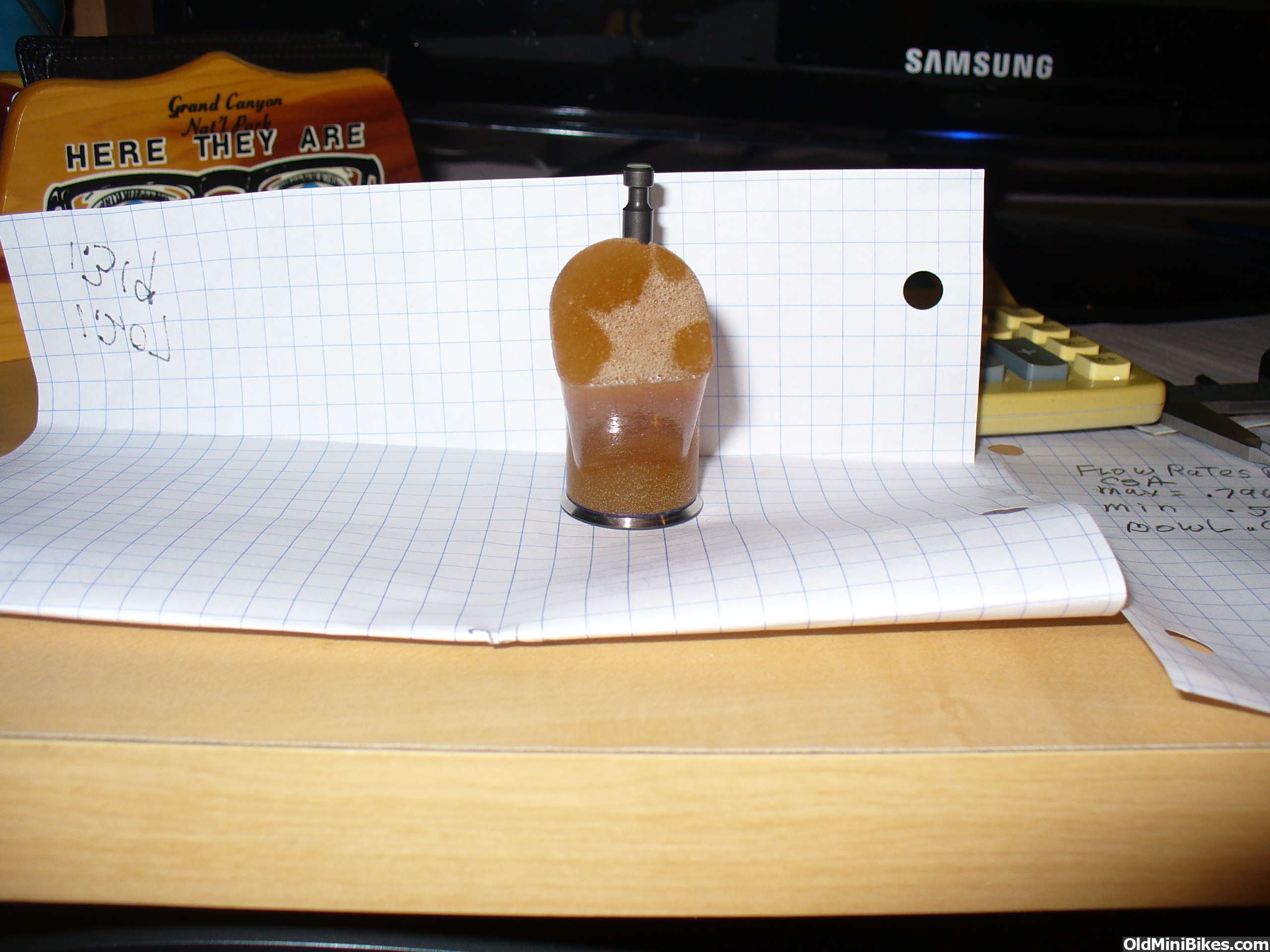
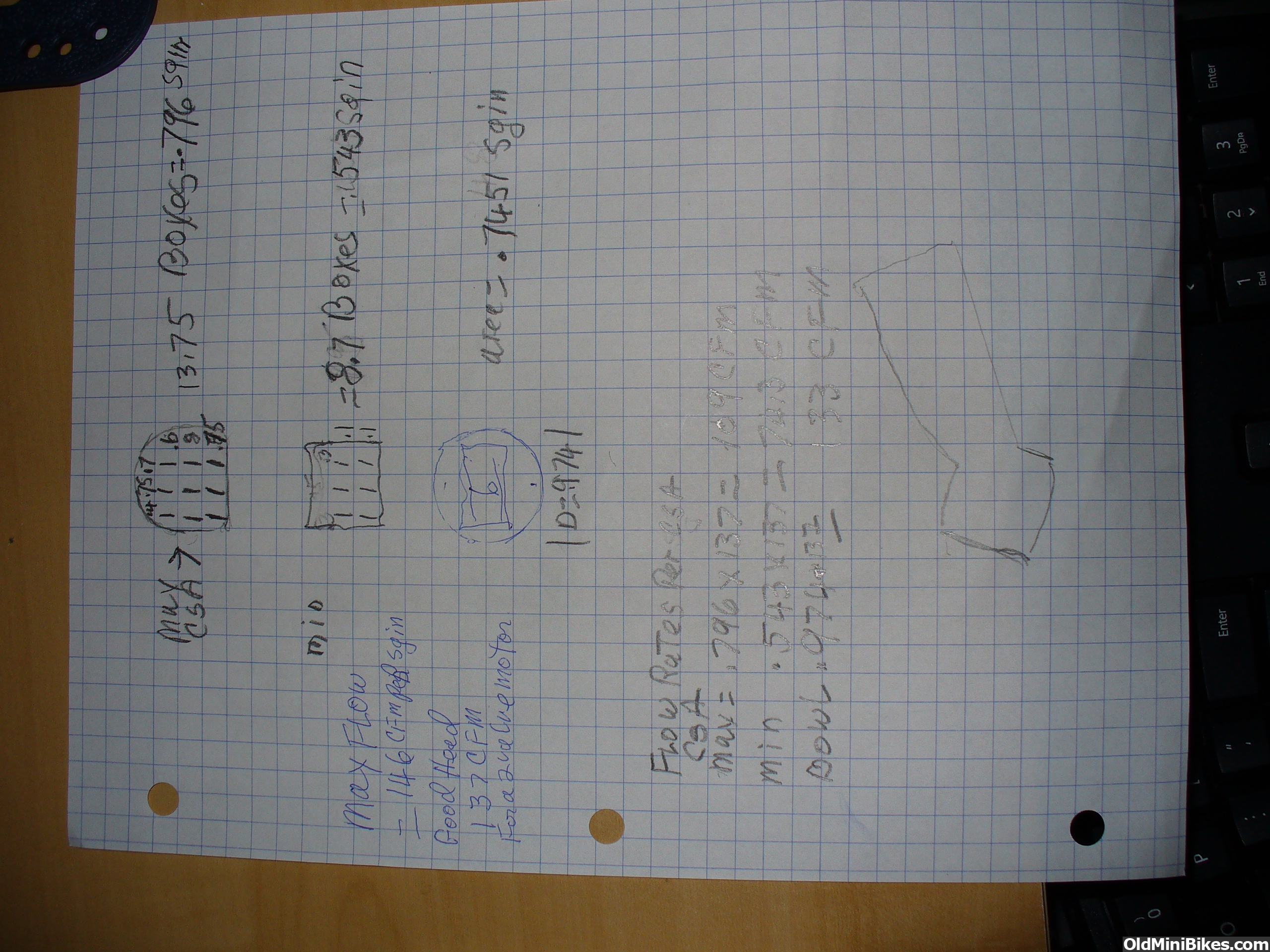
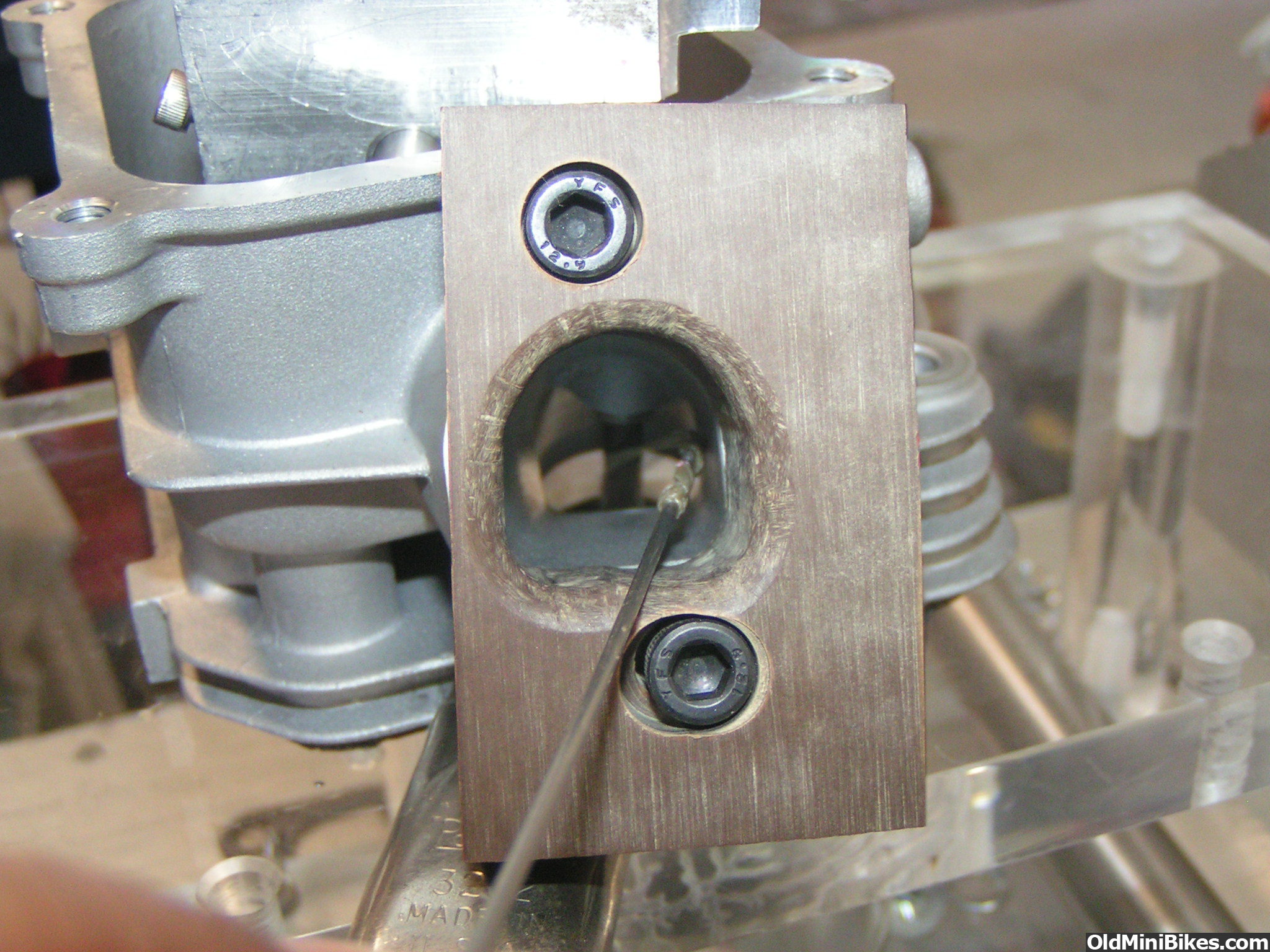
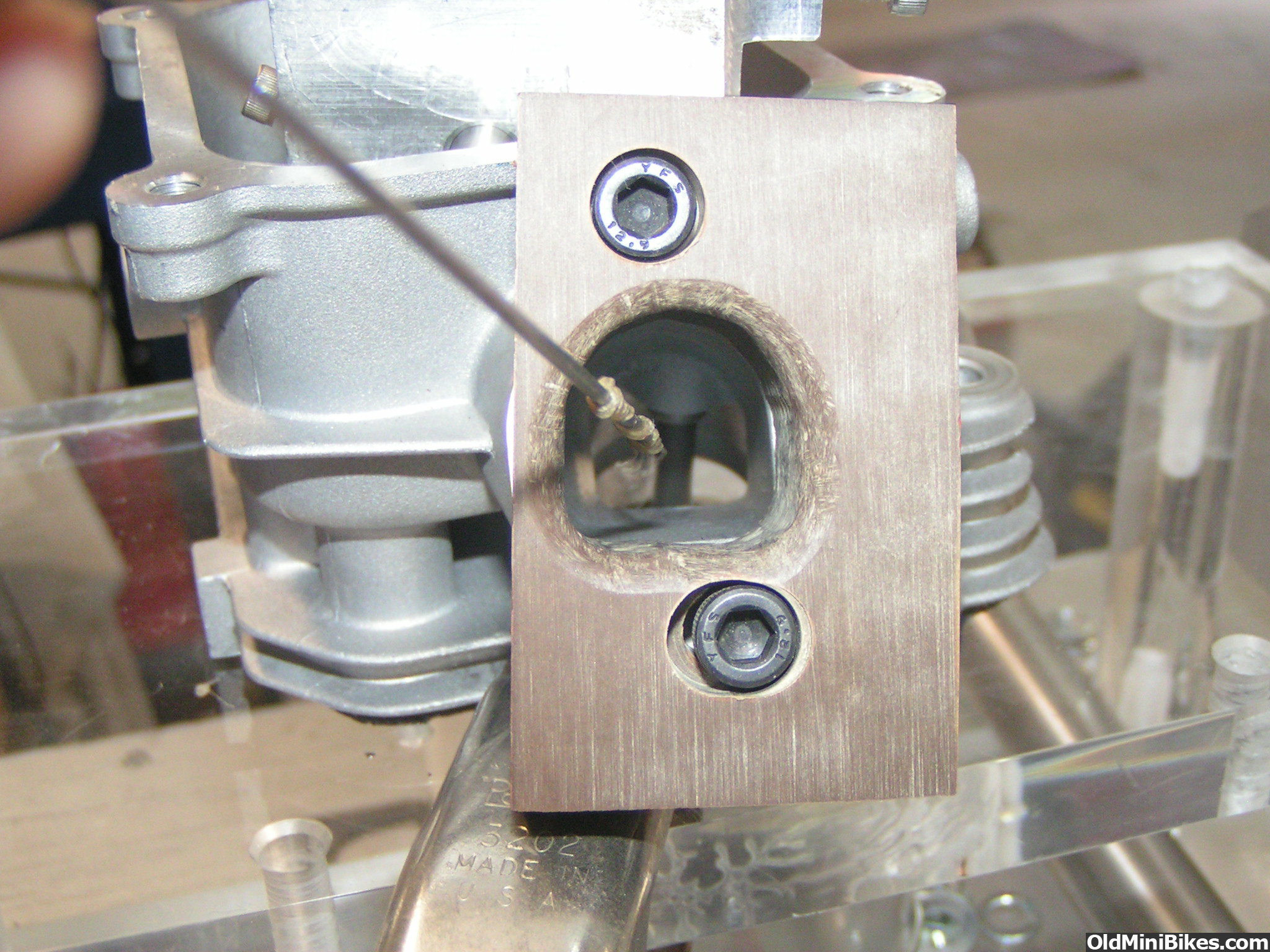
This is my second attempt at building a welded hemi head. (first one I hit the seats welding and lost interest, sent it to race city tools to have a machining fixture made for hemi heads) I took a baseline flow measurement and again noted that the flow is no better than a regular head although the exhaust on this one is pretty good so mods will be mostly to clean up short side and guide area and minimize reversion. The intake seemed to really neck down by the valve bowl so I made a port mold and it is real interesting as the bowl is at a angle to the port and the roof is really collapsed on one side. I see a lot of potential for this head. I took a number of measurements to share and will chart the progress as I go along. The shiny areas of the bowl are sanded down in prep for welding. I want to add two small squish areas to reduce CC's but not try to make another heart shaped chamber like the last one that hit the seats with the arc. I also do not want any shrouding. The max CSA (cross sectional area) of the port is at the beginning and I measured ,8125 Sq inches. Where the port intersects with the bowl is approximately .720 Sq in. It is difficult to measure exactly as one side is shorter than the other. I calculated the max CFM@28" for the max csa at 113 cfm( this assumes a CD of 1 which is a straight pipe and maximum flow possible) and at the smallest CSA is 100CFM (max possible flow for that CSA) . The valve guide bump right where the smallest section is would drop that figure considerably. The bowl is not tapered toward the top like a clone head but is a constant diam of .974. I will be filling the bowl area on the top longside so when I port the roof I can keep a constant radius if possible. When I finish I will take another mold. Hope this writeup is not too confusing as I seemed to be challenged when I have to describe stuff in writing.














")