
OK, today is neck bearing day. I learned the ways from the Great Minibike Jedi, Ogy-Wan Kenobi. (Ogygopsis for the new guys). The difference in ID of the tube and OD of the bearing should be .003" to no more than .004". Usually the bearing is .010" or as much as .020" too big making it a bear to set in and sometimes breaking the bearing. This causes pressure around the bearing and the 5/8" hole will actually tighten. So to get to that .003"-004" one has to surface grind, file or use a lathe.
First, take the ID dimension of the tube. In this case .806"

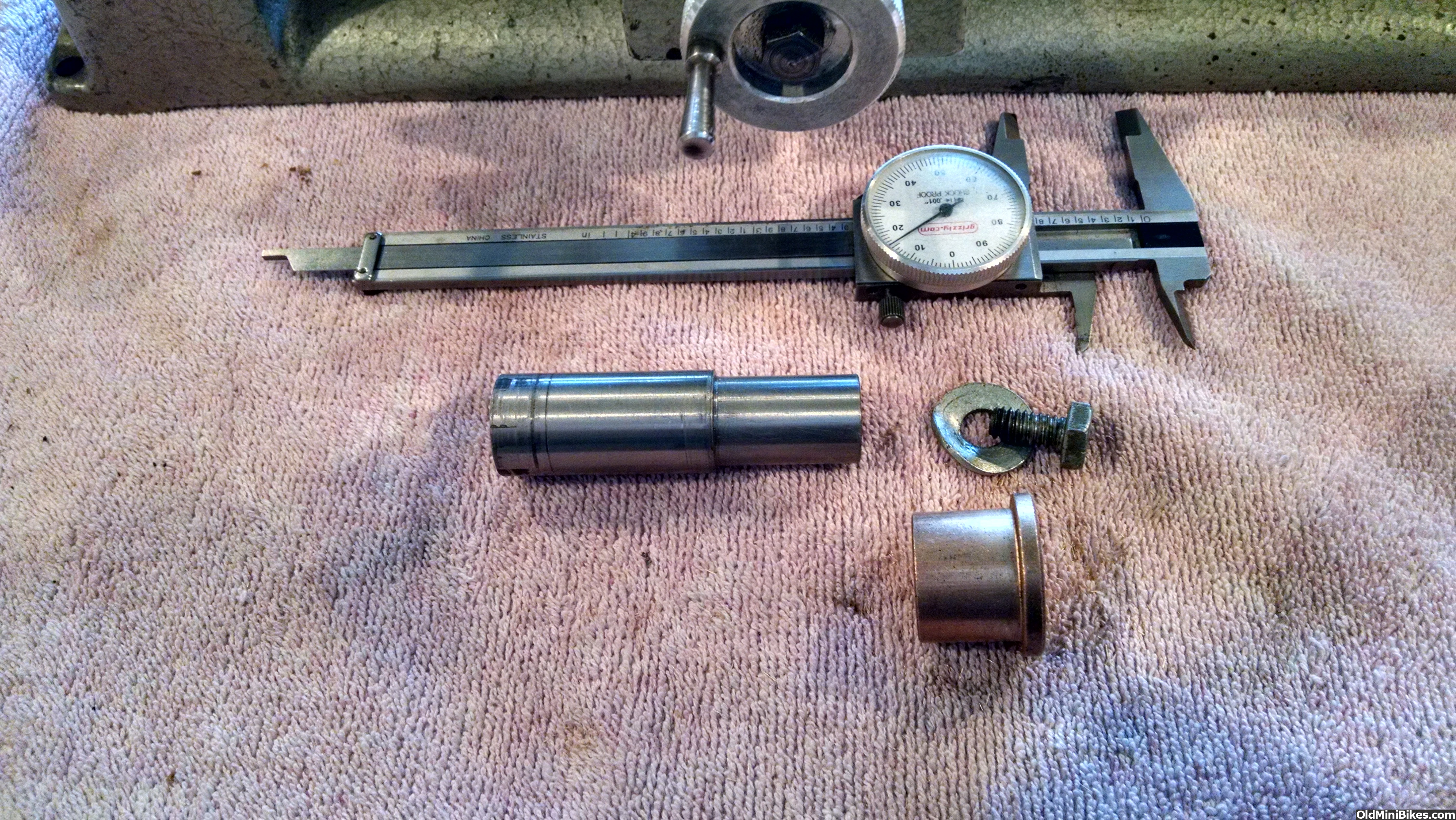
Next, the OD dimension of the bearing. .817

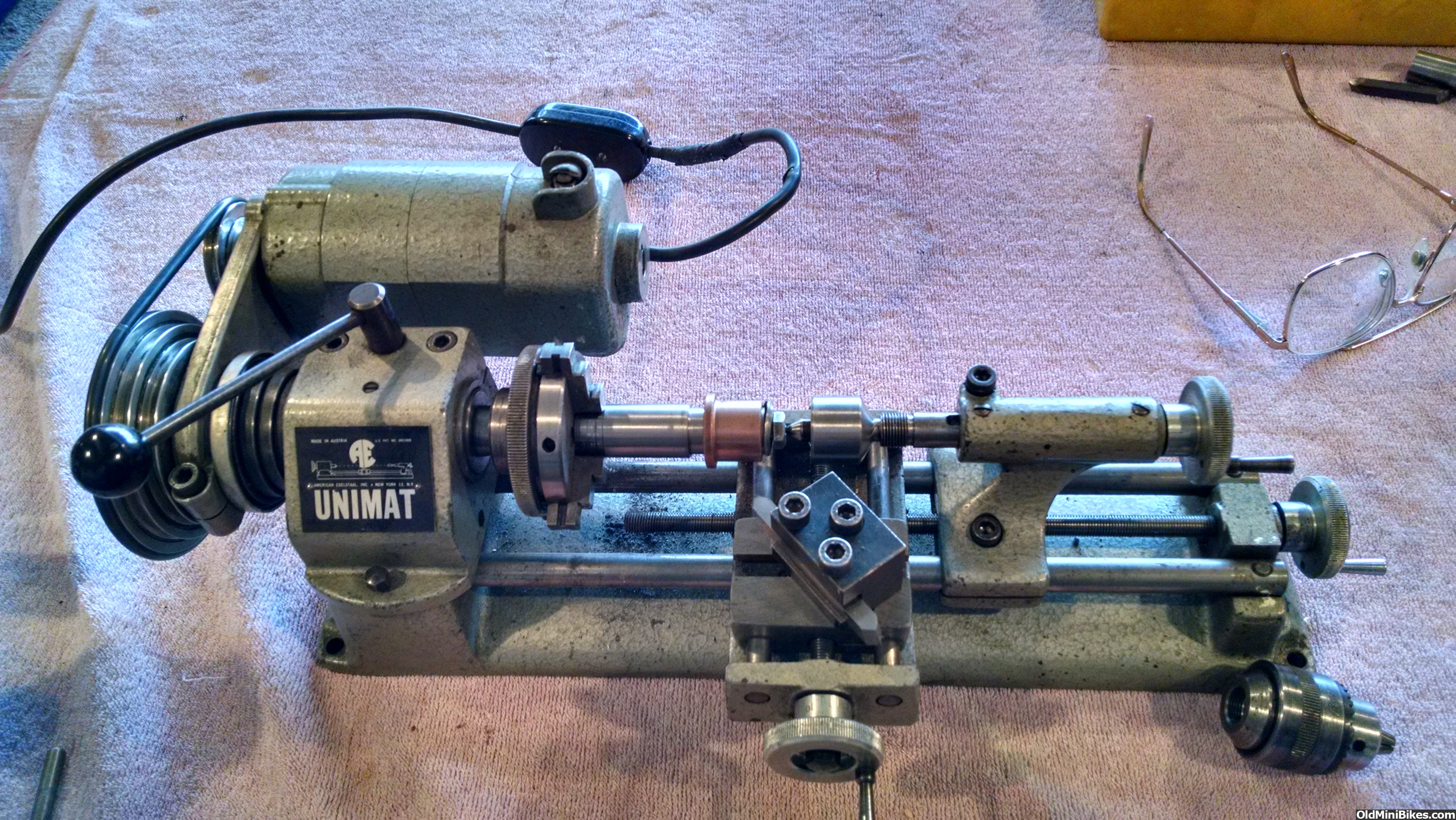
I made a mandrel to hold the bearing in a Unimat lathe.


Chuck it up in the lathe and begin turning to no more than .810", preferably .809".

The finished bearing cut to .809".

I made another mandrel just for the purpose of setting in the bearing without damage to the surface. I can whack this one without destroying my original mandrel.

Here I am beginning to set the bearing...

and here is the final set. Snug but not too tight.

May the Force be with you.
Doc
First, take the ID dimension of the tube. In this case .806"

Next, the OD dimension of the bearing. .817

I made a mandrel to hold the bearing in a Unimat lathe.

Chuck it up in the lathe and begin turning to no more than .810", preferably .809".
The finished bearing cut to .809".

I made another mandrel just for the purpose of setting in the bearing without damage to the surface. I can whack this one without destroying my original mandrel.

Here I am beginning to set the bearing...

and here is the final set. Snug but not too tight.

May the Force be with you.
Doc
Last edited:












