I am starting a thread on a non hemi predator motor. This engine came off a Kart my nephews kids race on a kart in my backyard. It was a stock Non Predator engine and I never had an interest in it as I find the hemi to be a much better platform for my engine builds. The reason for this is that I hade it and Latent had posted a non hemi new +.040 rod and billtet arc flywheel for sale fairly inexpensively and that started it. This is by no means a how to as everyone has their own methods of engine building or assembly. It is going to eventually go back on the kart after first being used as a test mule for a few heads and carbs I will be testing. I will go thru the short block prep and assembly detailing how I check, modify and assemble the various components as well as the shortblock including finding TDC, cam degreeing and rocker geometry. Then I will go into the heads showing the 3 types and the steps to install larger valves and seats, porting, flow testing and assembly. I have a few flatslides to test which will need to be jetted and adjusted to run on this engine
Building a non hemi predator Test Motor
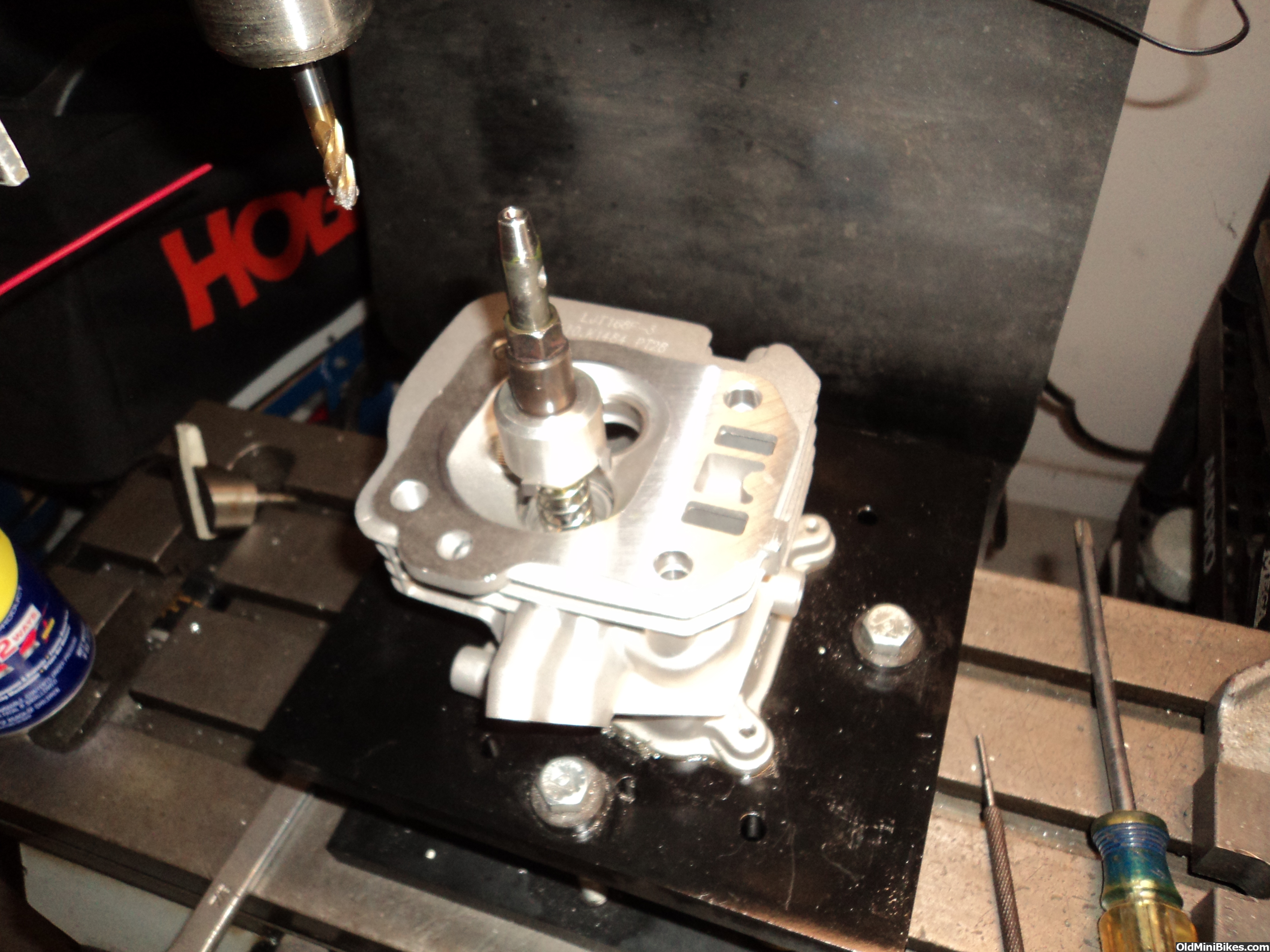
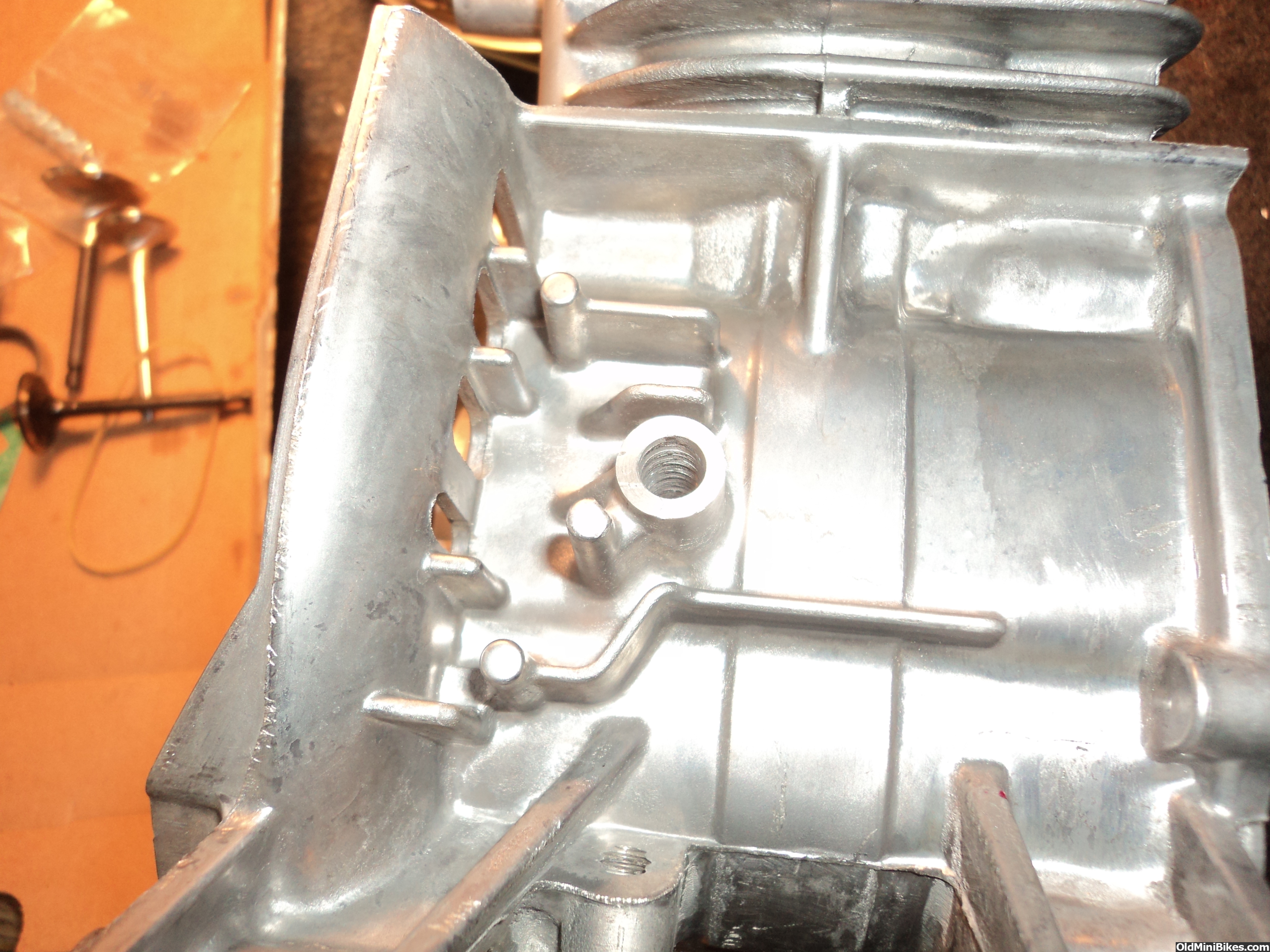
Step one engine disassembly, remove oil sensor, governor including mounting stud and drive gear on the crankshaft. Next step is to measure piston to wall clearance which was a little under .002. I am aiming for around .003 clearance as I am going to coat the piston skirts with Molykote D-7409 moly skirt coating. Then I will put the engine studs in for the side cover and head, remove the main bearings and seals then install side cover and torque plate to prep the block for honing. After torqueing in place the top of the bore was round but bottom of the bore was out of round by .001. As I needed to hone out the cylinder for .003 clearance that would work to correct the .001 out of round issue. Before using the hone I true it up using a sunnen truing sleeve mounted on my lathe.








I use a plastic bucket to hold the block and keep the honing oil from flying all over Then hone/check over and over till the bore is straight and at the zero mark on my calibrated dial indicator. I calibrate the dial bore gauge by measuring the new piston skirt at the bottom 90 degrees to the wrist pin, then set the dial bore gauge to .003 so when it reads 0 it will be 3 thousandths larger than the skirt measurement. Then I hone about 10 to 20 passes and check if the bottom or top is getting larger then I hone more in the tight area. The bore gauge reads in 10 thousandths so it is easy to adjust as you go and get a straight bore although it does take some practice if you are using one for the first time. I use 400 grit fine stones. After honing to size I use a dingleberry flex hone fine grit running backwards to try to get a plateau finish. After honing is finished I remove the side cover and torque plate and clean all the oil and grit with brake cleaner then into a bucket of warm soapy water and scrub with sponge, brush and fine scotchbrite. After washing I wipe bores down with a paper towel and wd40 and make sure it comes out of the bore clean.




















I have posted head and flowing threads in the past but here is a link to one look at it and if there are other things you want to know about I'll cover it in this thread when I get to the head section. I still have to finish the short block and have been tied up in a bathroom remodel.
https://www.oldminibikes.com/forum/honda-clone-predator/118120-hemi-head-rework.html
https://www.oldminibikes.com/forum/honda-clone-predator/118120-hemi-head-rework.html
Block done now measure crank journals and prep crank. I radius the counterweights debur the crankshaft throw hole and using a die grinder smooth the inside diameter as it is full or rough machining marks which can cause stress risers. I have seen a lot of the Cali guys break cranks right at the edge of the rod journal and I have no idea if this helps at all but I do it. Then I micropolish the crank rod journal on the lathe. Finall prep is to mask off the journals and timing gear and peen the crank.












One thing I noticed that kind of bothered me was the +.040 rod looks like arc just moved the wristpin hole higher in the rod leaving the top of the rod thinner. This is a area that takes a lot of abuse in high RPM operation although they do not seem to have any issues in use it was the first time I had a .040 rod to look at. The original piston was .035 in the hole and I replaced it with a Hemi flat top piston and wound up with .016 in the hole. I used some red scotchbrite to scuff up the skirts, cleaned them with acetone and masked piston. Sprayed a moly piston skirt coating on it and sat it on a hotplate at 275 degrees for a few hours.








Next up checking rod to crank clearance. First mike crank then using the mike I zero out the dial bore gauge. I insert the rod bearings, coat bolts with ARP lube clamp in the rod vice and torque to 160 inch pounds, then take measurements at various points across the rod bearing. Hole was round and had .0028 clearance. Most steel car rods for High perf use have the clearance wider at the parting line so that when the rod is in tension the ends of the bearing do not get pulled in but this Arc rod was round and same measurement all around within a couple of ten thousandths. If you do not have these measurement tools plastigauge does a perfectly good job at low cost.








Next steps I installed bearing in the case by freezing bearing and heating case then inserting bearing and tapping it all the way in, after cooling I installed a new seal, bought the new bearings and seals from Tim Isky. Next I coat crank journals with assembly lube install crank then put the piston on the rod install wrist pin and clips with piston arrow to face pushrods and dipper down on rod. Torque to 160 inch lbs using arp ultra torque on the rod bolts both on the threads and the washer under bolt head. I next install cam and lifters, I have a moly spray that I coat cam and lifters with. It is different than the skirt coating and it is a very thin coiating just for initial start up. I also coat cam journals and lobes with assembly lube.